Select below to view video or information on transverse and lineal optimized board edgers.
Lineal Board Edger - Comact
Lineal (linear) board edger feed speeds to 1200 feet per minute. Piece counts to 55 pieces per minute on 10′ lumber.
Linear Reman Board Edger - USNR
Linear (lineal) board edger with feed speeds to 1,200 feet per minute. Piece counts to 36 pieces per minute on 20′ lumber.
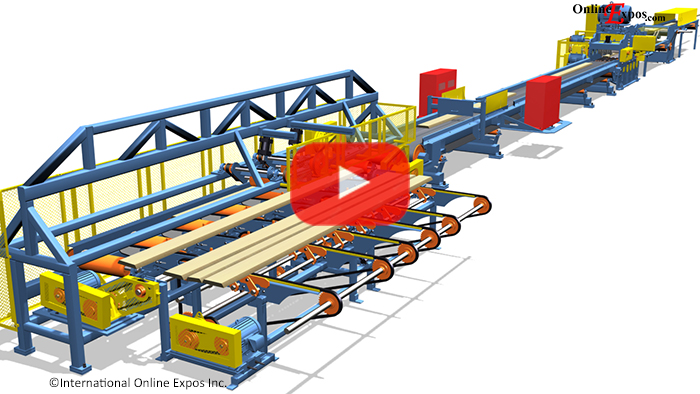
Transverse Board Edger - Comact
The transverse scanned optimized board edger has feed speeds to 1,200 feet per minute. Piece counts to 36 pieces per minute on 20′ lumber.
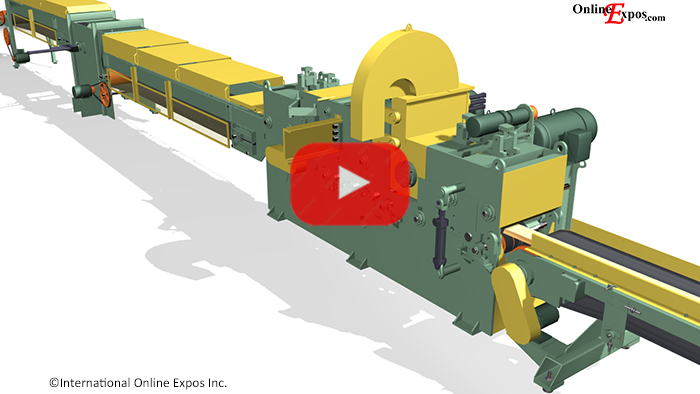
Transverse Reman Board Edger - USNR
Transverse scanned board edger with remanufacturing head. Feed speeds to 1,200 feet per minute. Piece counts to 36 pieces per minute on 20′ lumber.
Functional Description
Board edgers are used to process flitches into nominal sized boards. The flitches are scanned and optimized for the highest value. The flitch is processed through the edger producing boards and tailings (edgings). At the outfeed of the edger the tailings are diverted to a chipper. In the case of a chipping edger, the wane is chipped off in the edging process and there are no tailings to handle. The lumber is normally sent to the trimmer for further processing.
On a transverse board edger the flitch is scanned transversely and the flitch is then positioned to the saws in the infeed with fetchers or board positioners. With a lineal, or linear board edger, the flitch is stabilized on a belt or chain and scanned lineally as it is transported to the edger. The saws position to the cut line and angle and slew as the flitch passes through the sawbox.
Feedrolls and bed chains, along with overhead press rolls, control the flitch through the edger. Saws mounted on the arbor position to edge the flitches. The tailing on a saw edger is done with shifting fingers, picker fingers or shifting belts.